3D Printing Sand Structures with Binder Jet
| 23-09-2021 | By Liam Critchley
Additive manufacturing, otherwise known as 3D printing, has become a versatile and valuable manufacturing tool for creating complex parts in a range of high-tech industries, including the oil & gas, energy, aerospace and automotive sectors. Different types of additive manufacturing processes are used nowadays to create complex parts out of a range of powdered materials. These include various metal alloys (including superalloys), polymers and ceramics. One of the techniques, known as binder jet, can be used to create 3D printed structures out of strong silica sand for tooling applications.
What is Binder Jet Additive Manufacturing?
Binder jet is one of the more rapid additive manufacturing methods that is used by higher-end industries. Where other methods focus on creating parts with a specific (and often exceptional) high-end performance or with materials that are hard to manufacture, one of the key benefits of a binder jet is its higher throughput, so it has the capacity to create parts in large volume. So, for applications that do not involve metal alloys and other hard-to-process materials, binder jet offers a lot—including a low operator burden, high resolution, and the ability to process low-cost feedstocks (sand being an excellent example of this).
Binder jet additive manufacturing utilises a layer-by-layer polymer binding process to create 3D structures. A process known as selective ink-jetting is used, which selectively deposits polymeric binder materials onto key areas on the powder bed to bind the powdered materials together. This is followed by curing the binder. This process doesn’t create a ‘solid’ part straight away after printing. Instead, it makes what is known as a ‘green part’, which is a porous preform.
Once the green part has been formed, it can then go through several post-processing requirements suited to the intended application and desired properties, such as sintering or polymer infiltration. Once the green part has undergone the post-processing stage, the resulting part is a complete, dense structure that typically has high mechanical strength, ready for its intended application.
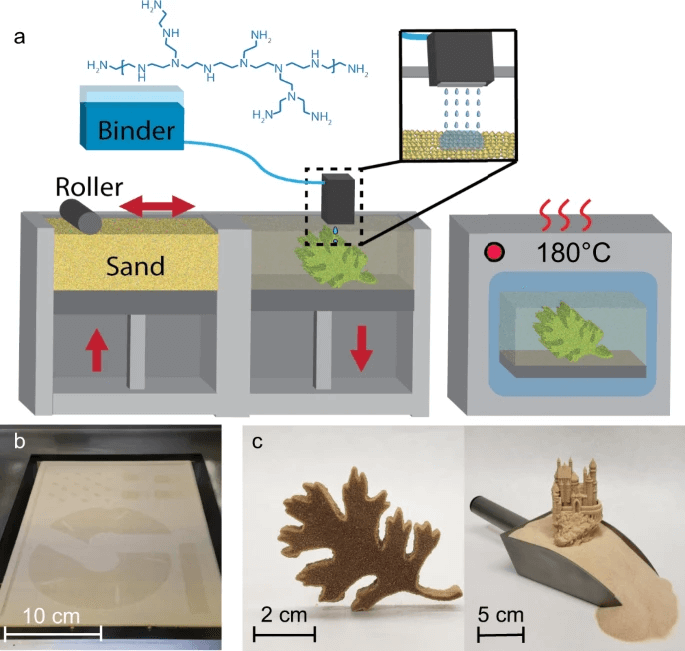
a A diagram of the BJAM printer and curing process: The powder in the feed side of the printer, labelled “Sand,” is moved to the build side by the counter-rotating roller, where the build side will be lowered after each layer of binder is deposited. The printed parts are cured at 180 °C. b Powder bed during printing shows the binder’s incorporation into the silica sand powder bed, which results in a darker pattern. c The complex self-standing sand features that are produced with BJAM showing (left) the leaf structure from the diagram in panel a and (right) a castle with intricate features printed upon a sand batch.
Challenges with Printing Sand Structures
Binder jet can be used with a range of powders, and the low cost, availability, and low coefficient of thermal expansion (CTE) of silica sand makes it an attractive material for 3D printing applications. The interest in sand for additive manufacturing is growing, and some of the applications of interest include tools and dies. However, a lot of the green parts which are created using silica sand tend to have an inherent mechanical weakness.
While this is fine for some applications, this structural weakness has been a bottleneck for silica sand parts and has prevented them from being used widely in tooling applications.
In binder jet, the mechanical strength of the green part is primarily governed by the binder used and how well it interacts with the powder. The current state-of-the-art binder for silica sand is a no-bake/self-hardening binder system based on a furfuryl alcohol polymerisation or phenol-formaldehyde reaction. These binders don’t impart the highest mechanical strength to the green part, limiting the finished parts’ use for tooling applications. Beyond the mechanical properties, the binder can also migrate through the part, creating ‘sticky regions’ that are hard to remove (and much more challenging to remove than unfused sand grains).
The low mechanical strength in these no-bake systems has been linked to a limited number of interfacial reactions at the molecular level between the polymeric binder and the sand grains. There is interest in developing new binder materials that can impart a higher mechanical strength into sand parts to make them more suitable for tooling applications.
Creating 3D Printing Sand Parts with Binder Jet
A team from Oak Ridge National Laboratory in the U.S. has now reported that they have found a versatile binder, in the form of a hyperbranched polyethyleneimine (PEI) binder material, that can impart a much higher mechanical strength into 3D printed sand parts. The higher mechanical strength in these parts arose due to the presence of primary and secondary amine groups in the polymer creating stronger interfacial interactions with the sand grains.
PEI was chosen because it has a low molecular weight of 800 g/mol (which is low in polymer terms). Its hyperbranched structure means that it has a low viscosity, high solubility, and limited crystallinity. This meant that PEI was an ideal material for being dispersed in a wide range of solid loadings, which enabled the polymeric binder content inside the green part to be controlled to a much finer degree. This enabled the mechanical strength of the green part to be tailored a lot easier (and more accurately) for each application. Beyond this, the properties of PEI make it suitable for the piezoelectric drop-on-demand (DOD) inkjet processes used in binder jet additive manufacturing.
After characterising the green part—especially the interfacial regions—it was discovered that it possessed some unique interfacial interactions between the PEI and the silica sand. These included corrugated interfacial hydrogen bonding, reactive initiation sites for ethyl cyanoacrylate polymerisation, and washable surfaces (with water). It was these interfacial interactions that increased the mechanical strength of the part compared to other binders.
In terms of the mechanical properties of the green part, the inclusion of the PEI doubled the flexural strength of the green parts—to 6.28 MPa—compared to other binders and had a stronger flexural loading than unreinforced concrete. It was found that the strength of the green part could be increased further by a reactive, secondary infiltration reaction using the residual amine groups in the green part and ethyl cyanoacrylate, which increased the flexural strength to 52.7 MPa.
The strength of the printed parts offers more for tooling and construction applications compared to other binder materials. There is the potential here for high strength binders, such as PEI, to create silica sand parts suitable for industrial tooling applications—such as autoclave tooling, metal stamping and industrial washout tooling applications. These industrial tooling sectors alone have a combined value of around $200 billion, so some large markets could be penetrated if these binders and finished parts are developed thoroughly and adequately in the coming years.
